máquina herramienta
- 1. Teknol. Mek.
Dituen erreminten higidura eta esfortzu konbinatuen bidez, lehengai solidoak (metala, zura eta abar) material-harroketaz edo deformazioz lantzeko eta nahi den forma emateko makina.
1. Teknol. Mek.
-
Tornu paraleloa: A) bankada; B) burua; C) plater pieza-etxea; D) orga nagusia; E) buru higikorra; F) aitzinapen-kaxa; G) hariztatzeko ardatza; H) zilindratzeko ardatza; I) zeharkako ... -
Fresatzeko makina: A) zutabea; B) buru orientagarria; C) mahaia; D) zeharkako orga; E) kontsola -
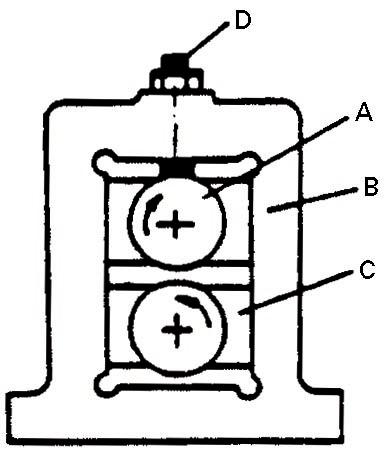
Zulatzeko makina -
Artezteko makina (orokorra): A) bankada; B) mahai pieza-etxea; C) buru harri-etxea; D) harriari eragiten dion motorra; E) harria; F) buru pieza-etxea; G) piezari eragiten dion ... -
Trefilatzea: A) haria; B) trefilagailua;C) ahokadura konikoa; D) hari mehetua -
Enbutizioa: A) puntzoia; B) inguruaren lotura-eraztuna; C) estanpa; D) presio-organoa -
Trokelatzea: A) puntzoia; B) xafla; C) estanpa -
Ijezketa: A) arrabola; B) xasisa;C) kojinetea;D) erregulazio-torlojua
- 1. Teknol. Mek.
-
Dituen erreminten higidura eta esfortzu konbinatuen bidez, lehengai solidoak (metala, zura eta abar) material-harroketaz edo deformazioz lantzeko eta nahi den forma emateko makina.
Makina-erreminta Edit
Egilea: Iñaki Azkune
Makina-erreminta pieza solidoak material-harroketaz edo deformazioz lantzeko makina da. Konformazio-prozedura berezietarako makinak ere badira (elektrohigadurazkoak, laserrezkoak edo plasma-arkuzkoak, adibidez).
Pieza material-harroketaz lantzea
Material-harroketa, lantzeko piezaren gainazalean erremintaren bidez presio handia eraginda burutzen da. Eragiketa horretan, higitzen ari dena pieza izan daiteke, edo erreminta, edo pieza eta erreminta batera.
Material-harroketazko konformazioan bi multzo handi daude: txirbil-harroketa bidezkoa eta urradura bidezkoa.
Txirbil-harroketazko konformazioa
Prozesu honetan, produktu erdilandutik abiatu eta materiala txirbil eran ebakiz ematen zaio piezari forma. Konformazio-mota honetako eragiketa nagusiak hauek dira: torneaketa, fresaketa, mandrinaketa, zulaketa, brotxaketa, engranaje-tailaketa, etab.
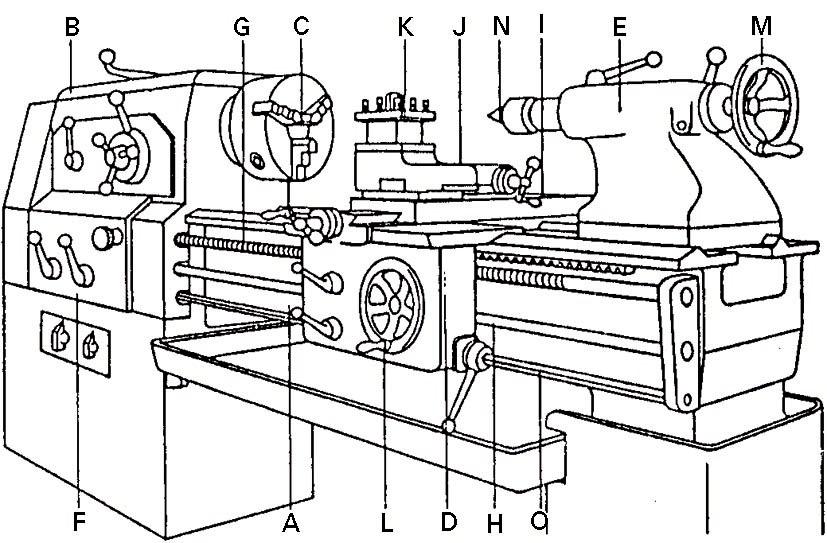
Tornua
Biraketa-piezak lortzeko makina da. Zilindro, kono, esfera eta gainerako biraketa-formak lortzen dira. Tornu horizontal paraleloak bankada baten gainean buru bat izaten du piezari eragiteko. Bankadaren gainean kontrapuntua ere izaten du, pieza luzeei eusteko. Bankadak dituen gidari batzuen gainean, orgaren zubia ibiltzen da, eta haren gainean zeharkako orga. Baita orga erreminta-etxea ere, txirbila harrotzen duen erreminta bertan ipintzeko. Zilindraketa, mandrinaketa, aurpegiketa, torneaketa konikoa eta hariztaketa-lanak egiteko egokia da.
Tornu biragarriak serieko lanetarako dira egokiak. Dorretxo biragarrian pieza mekanizatzeko behar diren erremintak ipintzen dira. Erreminta batekin bukatutakoan, dorretxoa biratu egiten da, beste erremintarekin lan egiteko.
Tornu bertikalean, piezak bira egiten du, mahai horizontal bati lotuta, eta erremintak dorretxo batean lotzen dira.
Tornu automatikoetan, zenbait mekanizazio-eragiketa automatikoki errepikatzen dira. Eragiketa bakoitza amaitu ondoren, beste erreminta bat lanean hasten da hurrengo mekanizazioa egiteko. Horrela jarraitzen da zikloa osatu arte. Piezak egiteko lehengaia jarraian sartzen da, barra moduan, tornuaren ardatz nagusiaren barrutik. Buru anitzeko CNC tornuan ere pieza mekanizatua lortzeko eragiketak automatikoki burutzen dira, zenbakizko kontroleko programa informatikoaren bidez.

Tornu paraleloa: A) bankada; B) burua; C) plater pieza-etxea; D) orga nagusia; E) buru higikorra; F) aitzinapen-kaxa; G) hariztatzeko ardatza; H) zilindratzeko ardatza; I) zeharkako orga; J) orga orientagarria; K) dorretxo erreminta-etxea; L) orgaren luzetarako desplazamendurako bolantea; M) puntu biragarriaren luzetarako desplazamendurako bolantea; N) puntu biragarria; O) motorra martxan jartzeko barra
Fresatzeko makina
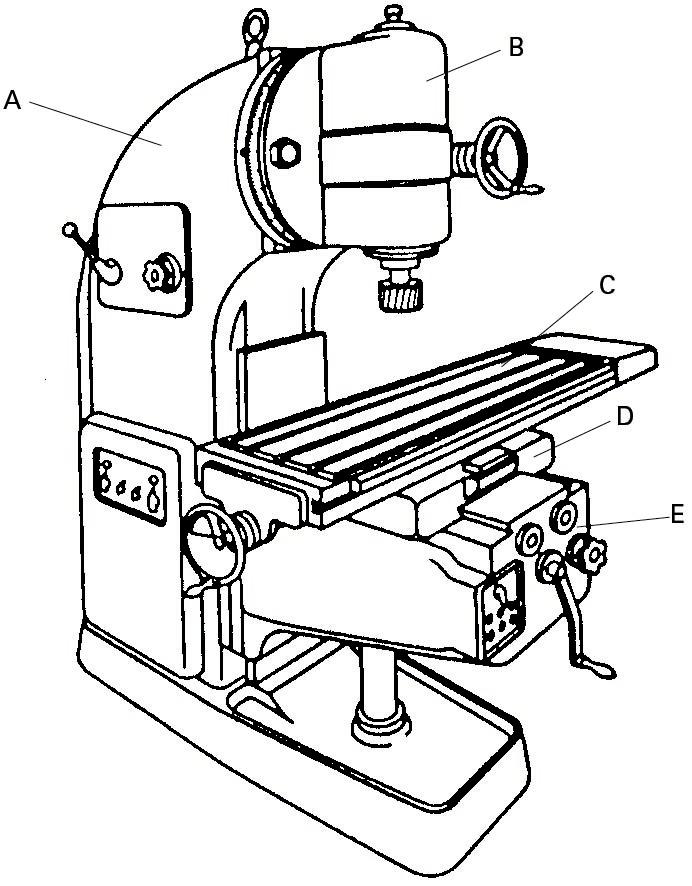
Landu beharreko pieza mahai batean lotu eta fresa izeneko erreminta ardatz nagusi horizontal edo bertikal batean ipintzen da. Aitzinamendu-higidurak mahaiaren bitartez lortzen dira, eta ebaketa-higidura, berriz, erreminta biraraziz. Zenbait motatako fresatzeko makinak daude.
Fresatzeko makina horizontala lan orokorrak egiteko erabiltzen da; gainazalak lautzeko eta zenbait profiletako arteka zuzenak tailatzeko, adibidez. Ardatz nagusia horizontala du, eta fresa zilindrikoak erabiltzen dira gehienetan. Mahaia hiru norabide elkarzutetan higitzen da.
Fresatzeko makina bertikalak zutabe astun bat izaten du aurreko aldera kurbatuta. Gehienetan buru fresa-etxea biragarria izaten da, eta ardatz nagusia posizio horizontaleraino eraman ahal izaten da. Lautzeko, paralelepipedoak eskuairatzeko, forma irregularreko piezen ingurua mekanizatzeko eta abarretarako erabiltzen da.
Fresatzeko makina orokorrean, mahaiak hiru norabide elkarzuteko higidura du, fresatzeko makina horizontalean bezala, baina horrez gain ardatz bertikal baten inguruan biraketa-higidurak ere egin ditzake. Lan bereziak ere egiten ditu: azal zilindrikoetan arteka helikoidalak ateratzea, adibidez. Makina honen osagarri bezala, zatigailu orokorra eta kontrapuntua erabiltzen dira.
Fresatzeko makina kopiatzailea, hariak fresatzeko makina, engranajeak tailatzeko fresatzeko makina, etab. ere badira.

Fresatzeko makina: A) zutabea; B) buru orientagarria; C) mahaia; D) zeharkako orga; E) kontsola
Mandrinatzeko makina
Batez ere mandrinatzeko erabiltzen da, baina baita zulatzeko, fresatzeko eta bridak aurpegitzeko ere. Landu beharreko pieza mahaiaren gainean lotzen da, eta erreminta biraka ibiltzen da ardatz nagusiaren eraginez. Erremintak burutik urrun lan egiten duenean, ardatzari luneta batez eutsi behar izaten zaio, luzea delako. Zenbait makinaren ardatzak biraketa-higidura bakarrik izaten du; beste zenbaitenak, biraketa-higiduraz gainera, burutik atera eta sartzeko higidura horizontala ere izaten du.
Zulatzeko makina
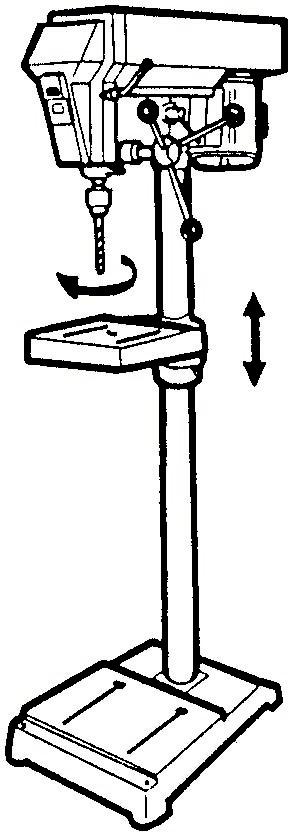
Txikienak zulagailuak izaten dira, eramangarriak eta eskuz lan txikiak egitekoak. Zulatzeko makina finkoetan, badira mahai gainekoak, zutabedunak, erradialak, ardatz anitzekoak, etab. Zutabedunetan, burua, ardatz nagusiaren eragingailuarekin eta aitzinamenduaren mekanismoarekin, zutabe baten gainean izaten da, eta pieza lotzeko mahaia zutabean gora eta behera higi daiteke. Zulatzeko makina erradialak pieza handiak mekanizatzeko erabiltzen dira. Pieza geldirik finko edukitzen da, eta makinaren burua kokatzen da zulatzeko puntuan, beso batean aurrera eta atzera eramanez eta besoa biratuz.
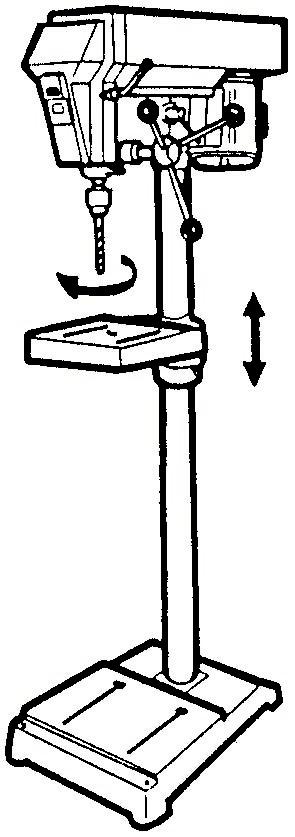
Zulatzeko makina
Brotxatzeko makina
Zulo batetik erreminta (brotxa) pasata, zuloan artekak edo beste profil batzuetako kanalak egiten dira. Makina hidraulikoak izan ohi dira, eta, brotxaren aitzinamendua motela izaten denez, doitasun handiko akaberak lortzen dira. Erremintak, atzera itzultzean, laneko ibilaldian baino abiadura lasterragoa izaten du. Brotxatzeko makina horizontalak eta bertikalak daude, brotxaren posizioaren arabera.
Urradura bidezko konformazioa
Urraketa harri urratzaile batez txirbil txikiak ateraz egiten da. Artezketa ere deitzen zaio mekanizazio-mota horri, eta ongi bukatutako gainazalak behar dituzten piezei forma emateko erabiltzen da. Artezteko makinen eta harri urratzaileen bidez burutzen da eragiketa.
Artezteko makina
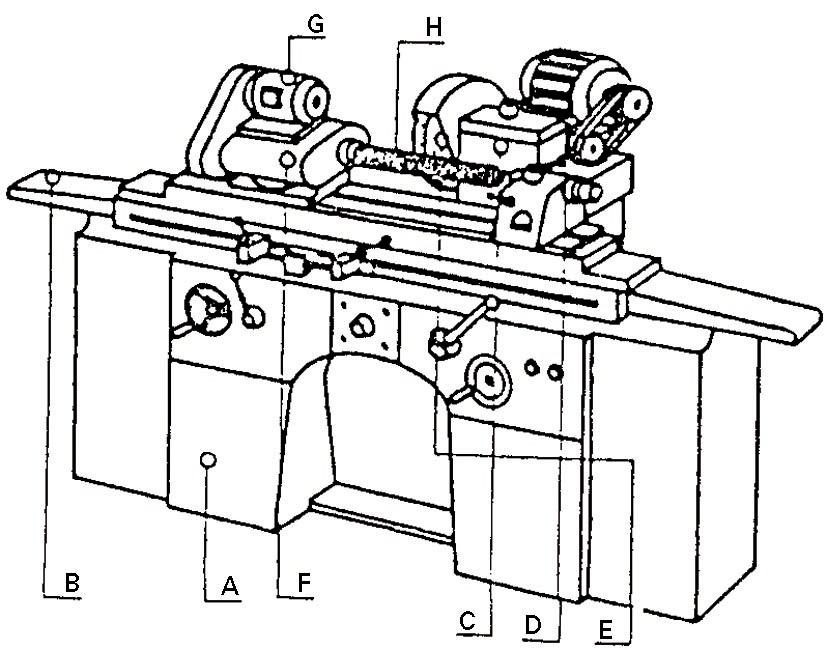
Ia beti beste makinaren batean landutako piezak azken neurrira ekartzeko doitasun-makinak da. Tenplatutako edo tratamendua emandako piezak ondoren arteztu egin behar dira, doitasuna izan dezaten. Tenplatu gabeko piezak ere, artezteko makinetan, doitasun handiz eta laster akabatzen dira. Zenbait lan-mota egiteko, artezteko makina desberdinak daude: artezteko makina zentrogabeak, zilindrikoak, barnetarakoak, gainazal lauak artezteko makinak, etab.
Artezteko makina zentrogabeetan, pieza zilindrikoak puntu artean finkatu gabe artezten dira. Bi harri urratzaile izaten dituzte bata bestearen aurrean. Bien artean piezaren euskarri gidatu bat izaten da. Harri horietako batek, biratzean, beheraka bultzatzen dio piezari euskarriaren kontra, eta bide batez beste harriaren kontra ere bai. Bigarren harriari harri erregulatzaile deitzen zaio. Piezaren biraketa-higidura eragiten dio.
Artezteko makina zilindrikoetan pieza zilindrikoak artezten dira, baina zenbait ekipamendu laguntzaile izaten dituzte, beren lan-eremua hedatzeko. Artezketa zilindriko arrunta egiteko, mahaiaren puntuen artean ipintzen da pieza, eta abiadura geldi samarrean eragiten zaio. Artezteko harria askoz lasterrago birarazten da, eta bien kanpoaldeek elkar ukituz egiten da artezketa.

Artezteko makina (orokorra): A) bankada; B) mahai pieza-etxea; C) buru harri-etxea; D) harriari eragiten dion motorra; E) harria; F) buru pieza-etxea; G) piezari eragiten dion motorra; H) pieza
Txartatzeko (leuntzeko) makina
Metalei oso akabera leuna emateko metodoa da. Oso erreminta leun baten bidez, metalaren gainazala konprimitu egiten da, edota altzairuzko bola batzuk erabiltzen dira haren gainean.
Lapeatzeko makina
Lapeatzeko likidoa erabiltzen da (olioa, petrolioa, etab.) ale urratzaile askeekin nahastuta. Ale horiek piezari erasotzen diote eta landu beharreko gainazala oso fin uzten dute. Akatsak zuzentzeko edo oso material gutxi kenduz oso gainazal leuna uzteko erabiltzen da.
Transfer makina
Makina hau piezak oso serie handitan mekanizatzeko erabiltzen da. Mekanizazio-unitate autonomoen bidez, automatikoki egiten dira desplazamenduak, biraketak eta gainerako mekanizazio-lanak.
Mekanizazio-zentroa
Hainbat eragiketa egiteko behar diren ebaketa-erremintak gordailu batean dituen eta automatikoki aldatzen dituen makina da. Zenbakizko kontrolez gobernatzen da.
Pieza deformazioz lantzea
Metalak eta aleazioak (bai berotan eta bai hotzetan) kolpatuz edo presio eginez lortzen dira piezak, deformazio hutsez, deformazio eta ebaketaz edo ebaketa hutsez.
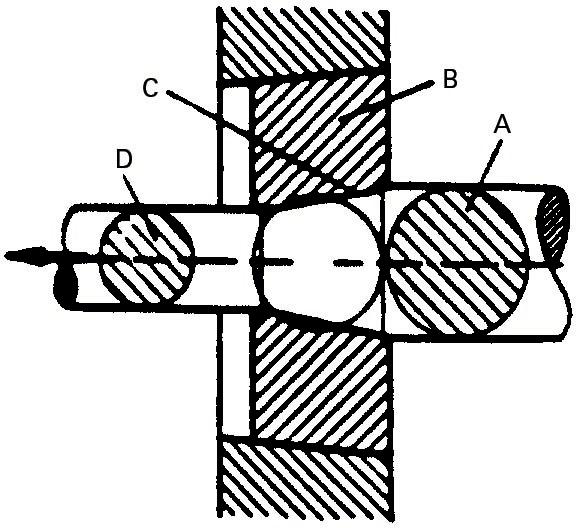
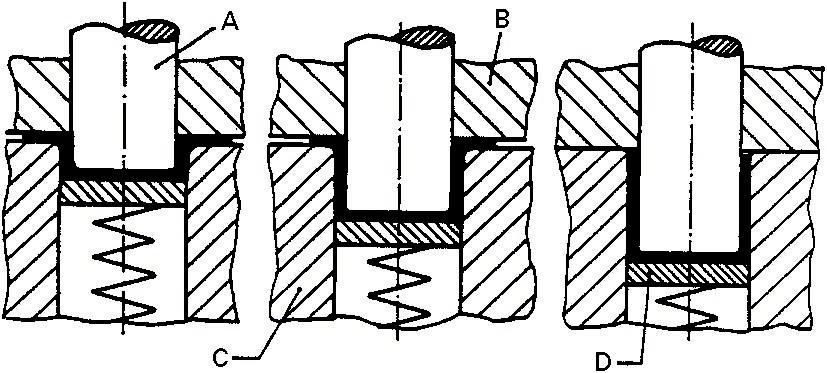
Prentsetan forja, estanpazioa, enbutizioa, tolesketa, ebaketa, estrusioa, etab. egiten dira, konpresio bidez. Ijezteko makinetan, berriz, zilindro arteko konpresioz ematen zaio forma piezari. Profilatzeko makinak biratzen diren arrabolak izaten ditu, profil jakineko pieza luzeak lortzeko. Trefilatzeko makinetan, berriz, pieza harikorretatik hariak lortzen dira.
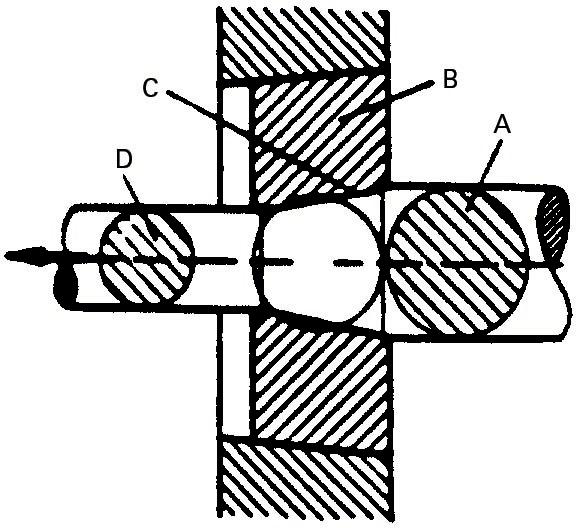
Trefilatzea: A) Haria; B) trefilagailua; C) ahokadura konikoa; D) hari mehetua
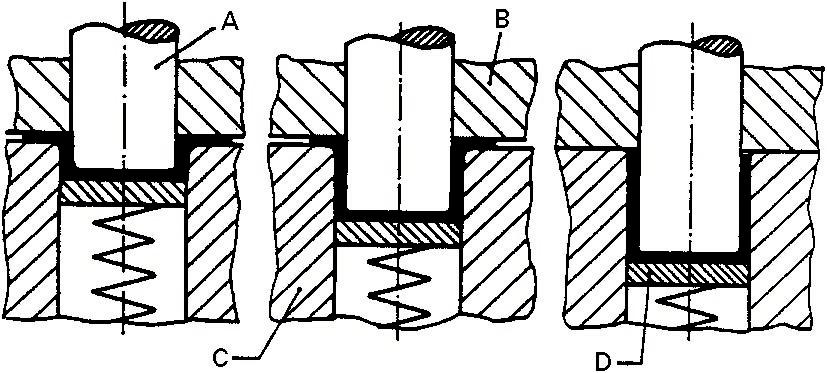
Enbutizioa: A) Puntzoia; B) inguruaren lotura-eraztuna; C) estanpa; D) presio-organoa
Zenbait prentsa-mota
Prentsa eszentrikoetan, orgari higidura eragiteko biela-biradera mekanismoa erabiltzen da. Forjatzeko prentsetan, berriz, presioa progresiboki ezartzen da. Forjatzeko prentsa hauek bereizten dira, eragiteko moduaren arabera: marruskadurazkoak, eszentrikoak eta hidraulikoak. Marruskadurazkoetan, bolante batek biraketaz metatua duen energiari esker lortzen da lantzeko pieza deformatzea. Eszentrikoetan, birabarki eta biela bidezko mekanismo baten bidez lortzen da gora eta beherako higidura. Prentsa hidraulikoetan, berriz, presiozko olioak zilindro hidraulikoari eragiten dio, pieza deforma dezan.
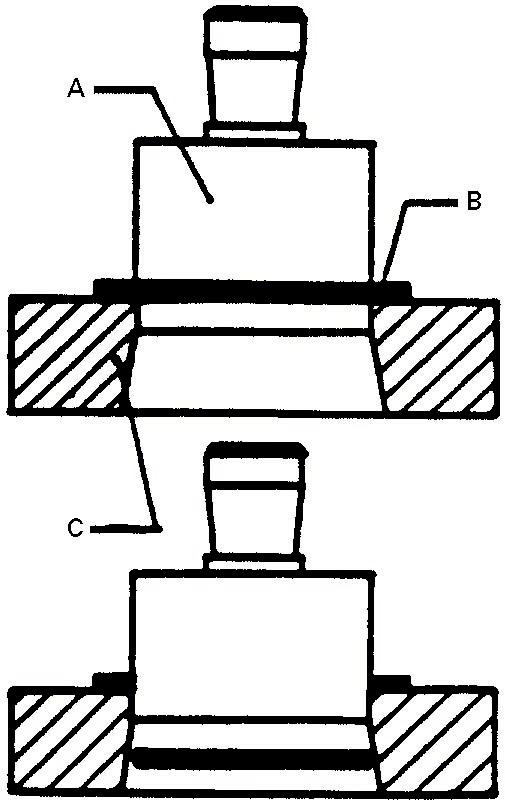
Puntzonatzeko prentsan trokelak erabiltzen dira, metalak eta beste zenbait material lantzeko. Mahai baten gainean matrize-etxea edukitzen du, eta, hark finkatuta, matrizea. Puntzoia, berriz, biela-biradera, palanka ukondotu, kremailera eta pinoi edo beste mekanismo baten eraginez gora eta behera dabilen organ egoten da.
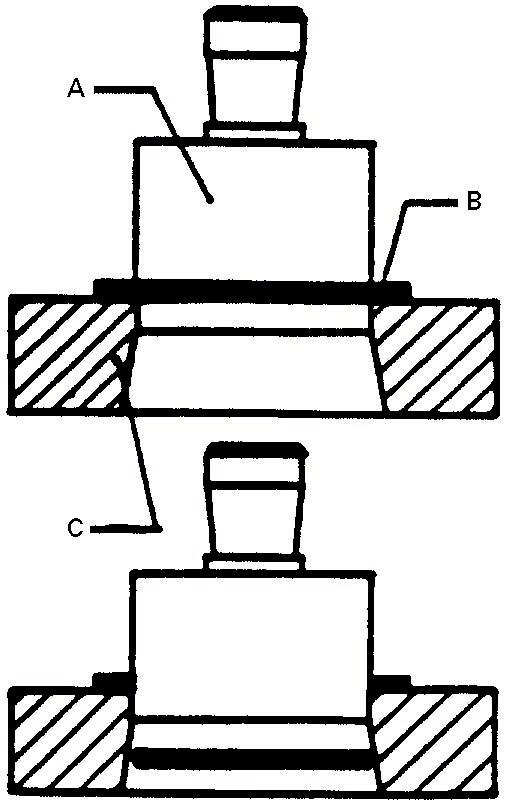
Trokelatzea: A) Puntzoia; B) xafla; C) estanpa
Ijezteko makina
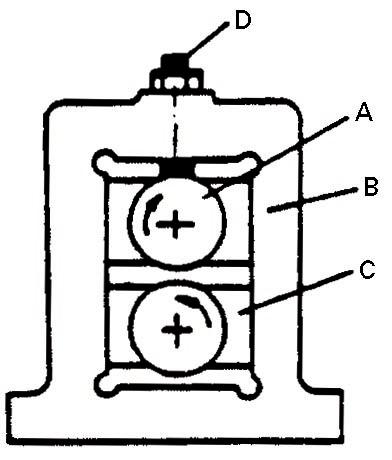
Makina honetan, altzairuzko edo burdinurtuzko arrabolen artean presioa eraginez iraganarazten da deformatu behar den metalezko pieza. Izan daiteke kontrako noranzkoan dabiltzan bi arrabol dituena (ijezkailu bikoitza) edo bi ijezkailu bikoitz dituena (ijezkailu bikoitz bikoa). Hirukoitzak eta laukoitzak ere badira. Ijezkailu hirukoitzak hiru arrabol ditu elkarren gainean, eta pieza lehenik goiko bi arrabolen artean eta gero beheko bien artean igaroarazten da. Ijezkailu laukoitzean, lerro bertikala osatuz, bi arrabol txiki (erdikoak) eta bi handi (goikoa eta behekoa) daude, eta batez ere hotzetako ijezketan erabiltzen da. Arrabol txikiek egiten dute lan, eta goikoa nahiz behekoa txikiak bermatzeko dira.
Ijezketa: A) Arrabola; B) xasisa; C) kojinetea; D) erregulazio-torlojua